


هذه فتاحة زجاجات نبيذ مصنوعة من مادة سبائك الزنك، ويتم تصنيع المسمار المصنوع من الفولاذ الكربوني عالي الجودة في تصميم حلزوني من خلال التصنيع باستخدام الحاسب الآلي، مع تحسين الجزء العلوي كشكل مسنن. رقم الموديل الخاص بنا هو H974، ونحن نرحب بالعملاء للاستفسار عن الأسعار وطلب عينات مجانية.
تتضمن عملية إنتاج فتاحة الزجاجات هذه في المقام الأول خمس مراحل رئيسية: الصب بالقالب، وكسر المواد، والتلميع والتنظيف، والطلاء الكهربائي والتجميع.


تزن هذه الفتاحة 135 جرامًا، مع 3 قطع من الملحقات الخام خفيفة الوزن نسبيًا. تحت ضغط آلة الصب بالقالب بالغرفة الساخنة بوزن 88 طن، يمكنها تلبية متطلبات المنتج بالكامل. ترتبط كثافة مصبوبات سبائك الزنك ارتباطًا وثيقًا بضغط عمل المعدات، فقط ضمن نطاق مناسب، يمكن لجودة مكونات المنتج تلبية المتطلبات والعثور على الطريقة الأكثر ملاءمة للتحكم في التكلفة. لذلك، يمكن استخدام آلة بوزن 88 طن لهذا المفتاح ضمان جودة المنتج وخفض تكاليف الإنتاج بما فيه الكفاية.
ينتج تصميم قالب هذا المنتج معدل إنتاج يبلغ حوالي 3000 قالب كل ثماني ساعات. بالمقارنة مع القوالب العامة أحادية التجويف، فهو أسرع بنسبة 30-40%، مما يوفر أكثر من ضعف وقت الإنتاج.

بعد الانتهاء من صب هذا المفتاح، فإنه يتخذ هذا الشكل، ولا يزال كل مكون يحتفظ بعلامات البوابة والحواف الزائدة التي يجب إزالتها، وبالتالي فإن خطوة الإنتاج اللاحقة هي إزالة الأزيز، مما يتطلب من العمال أداء عمل يدوي خالص. وذلك لأن المفتاح، وضغط الثوم، ومفرقعات الجوز، وقطاعة البيتزا، ومغرفة الآيس كريم التي نقوم بتصنيعها كلها مكونات معقدة. العمل اليدوي النقي ضروري لضمان عدم تلف أسطح المنتج، والحفاظ على جودة المعالجة اللاحقة، وتجنب زيادة الخردة المخاطر، وتكبد تكاليف إضافية. يحتاج العمال في هذه العملية إلى خبرة واسعة وصبر كافٍ ويمكنهم تقديم العديد من الاقتراحات الفعالة والمجدية للمساعدة في تحسين تصميمات المنتجات ذات الأشكال المعقدة وتصميمات القوالب. لذلك، يحتاج هؤلاء العمال إلى ممارسة طويلة الأمد لاكتساب الخبرة وقد قمنا بتدريب العديد من هؤلاء العمال.
بعد إزالة النتوءات وزوايا الحواف من فراغات مفتاح النبيذ، تنتقل عملية الإنتاج إلى عمليات التلميع والتنظيف. تمتلك شركتنا أكثر من عشر آلات تنظيف ومعدات تشطيب السطح، مما يمكننا من الحفاظ على التوحيد والاتساق في تشطيب سطح المنتج. أكبر ميزة لهذه العملية هي أن جميع المنتجات النهائية سيكون لها تشطيبات سطحية موحدة.


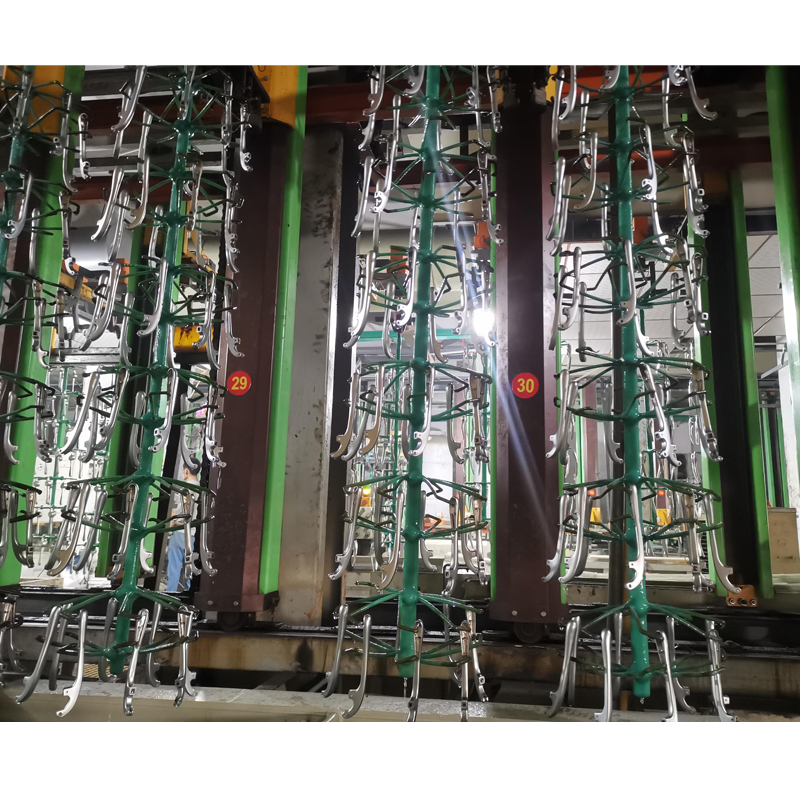
عادةً ما تستخدم الطلاءات الموجودة على جميع مكونات المفتاح طرق الطلاء الكهربائي أو الطلاء، وفي هذا الرسم التوضيحي، سنركز على الطلاء الكهربائي. تتم معالجة الطلاء الكهربائي بواسطة مورد خارجي، الأمر الذي يتطلب مرافق ومعدات ومهندسين صناعيين متخصصين للغاية يتمتعون بسنوات من الخبرة في مجالهم، إلى جانب العديد من الفنيين الأساسيين والعمال ذوي الخبرة. إنها عملية معقدة للغاية. نحن نحافظ على تعاون طويل الأمد مع الموردين الذين لديهم 30 عامًا من الخبرة في الصناعة، مما يضمن استقرار المنتج. ويضمن هذا أيضًا إمكانية معالجة مشكلات الإنتاج المختلفة التي تمت مواجهتها أثناء التصنيع بسرعة واحترافية وكفاءة. وتساعد هذه الترتيبات على ضمان دورات الإنتاج لعناصر مثل إكسسوارات النبيذ وأدوات المطبخ والمسامير، مع دعم خطط مبيعات العملاء أيضًا.



وصل المفتاح بأكمله إلى عمليته النهائية، وهي التجميع. أولاً، نقوم بتصنيف جميع الأجزاء شبه المصنعة حسب نوع المكون. يقوم موظفو مراقبة الجودة (QC) بإجراء عمليات تفتيش أولية للتأكد من أن هذه الأجزاء شبه النهائية تلبي جميع مواصفات المنتج من حيث الوظيفة واللون وجودة السطح. ثم يتم فصل الأجزاء المؤهلة والمعيبة وإدارتها بشكل فردي. يتم إنشاء تقارير التفتيش وتقديمها إلى كل من قسم الإنتاج وإدارة المستودعات. باتباع دليل مواصفات المنتج المحدد، الأجزاء شبه النهائية المؤهلة يتم تخزينها في المخزون ومن ثم إدخالها إلى خط الإنتاج للتجميع.






بعد اكتمال الإنتاج، تخضع المنتجات النهائية لفحص ثانوي للتأكد من أن جودة المنتج تلبي المعايير المحددة. يتم وضع علامة على أرقام دفعة الإنتاج ومعرفات العملاء، تليها عمليات التعبئة والتغليف الشاملة. عند الانتهاء من الفحص النهائي للمنتجات النهائية المعبأة، يتم نقلها إلى مستودع البضائع تامة الصنع، حيث تنتظر إشعار العميل للشحن.













